商品部品の組み立てで起こる不良品について2
商品部品の組み立ての狙い値 前回の振り返り
私はもともと生産設備の技術者をしていました
会社が販売する商品を組み立てる(生産する)自動組立設備の構想から(設計~製作は協力会社に発注)立ち上げを行って
製造部門に引き渡すのが仕事でした。
その経験の中で、商品部品の組み立て工程で打痕や擦り傷といった不良品が発生していました
これらが起こるのは何故か?
設備設計・商品設計・商品部品 3つの観点から深堀してみるとわかったことがあります
1.精度が良い場所を選んでいない
外形の公差設計が、わりとラフ
2.クリアランス(隙間)を”なんとなく”決めている
動作ばらつき(停止精度)を考慮せず
3.合格出来ないから特別採用で公差設計が見直された
組み立て基準が無い
これらから
“組み立ての狙い値”
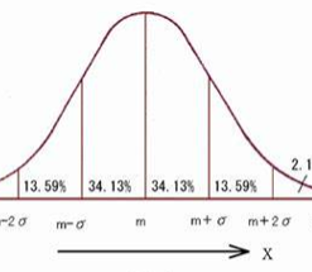
を知らない
”狙い値がないので、組み立て工程の工程能力評価がない”
これらに対しての対策を以下に述べたいと思います
1:設備設計者のミスに対する対策
”なんとなく”商品部品のつかみ易いところをチャックし、位置決めしやすいところでホールドし、商品部品を組み立てる
その結果、不良が作られるのだが、その”なんとなく”に間違いがあるとは誰も気づいていない
商品部品を”つかむ・ホールド”するのに、精度が良い場所を選んでいない
”なんとなく”外形を選んでいる
外形の公差設計が、わりとラフなのに… である
※この対策として、
>設備設計時であれば
商品部品の外形でなく、内部の切り欠きや、突起などを使ってつかむ・ホールドする
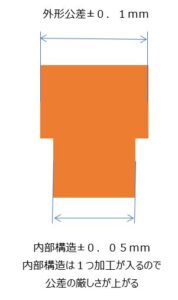
商品部品の図面を確認するとわかるが、外形にはラフな公差が使われているが
一段内部になった構造は1つ加工が入るので、少し公差の厳しさが上がる
例)外形公差±0.1mm
内部構造±0.05mmなど
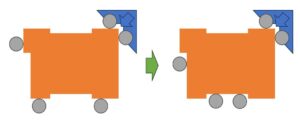
>設備が生産に使用されている状況であれば
上図のように内部構造位置につかむ位置を変える
下図のように内部構造位置に位置決め基準を変更する
2:商品設計者のミス
組み立てする商品部品のクリアランス(隙間)を”なんとなく”決めている
自動組立設備で発生する動作ばらつき(停止精度)を考慮せず、前例設計から引用することが多いようだ
※この対策として、
>商品設計時であれば
動作ばらつきと部品公差(良品領域)を加味して、不良発生率=Cp値を計算して適切なクリアランスを設定する
前例設計など、もってのほか
ただし、商品性能上どうしても必要なクリアランスであれば、動作ばらつきを低減する
1軸ロボットの停止精度は±0.05mm程度 ⇒ リニアロボットであれば±0.005mmにすることは可能
同時に、設備費用が高くなることも了承しなければならない
もしくは部品公差を厳しくする
こちらは金型設計と協議し、実現可能性をよく吟味しなければならない
>設備が生産に使用されている状況であれば
この段階では、商品設計のミスをリカバーすることは困難
上述の不良発生率を商品技術や開発に説明して、商品部品図面をマイナーチェンジしてもらうしかない
商品技術や開発も理詰めの説明であれば、自らに責任があることは自明なのでやらざるを得ない
3‐1:商品部品(金型設計)のミス
合格できないで時期が延びるだけならまだしも、合格出来ないから特別採用で公差設計が見直されたりする
※この対策として、
>商品設計時であれば
商品部品図面作成時に、金型設計が開発もしくは商品技術と協議し、実現困難な公差には提言を行い
無理のない公差(金型が作れる公差)を設定する
しかし、
不良発生率=Cp値が悪化することに直結するので、許容できる不良発生率以内の公差に収める
それが困難な場合、動作ばらつきを低減になるが、コスト高との兼ね合いをとる
>設備が生産に使用されている状況であれば
この段階では、商品設計&金型設計のミスをリカバーすることは困難
上述の不良発生率を商品技術や開発と金型設計に説明して、商品部品図面をマイナーチェンジしてもらうしかない
商品技術や開発も理詰めの説明であれば、自らに責任があることは自明なのでやらざるを得ない
3-2:商品部品(商品設計)
組立自動設備の考慮した商品部品の組み立て基準が無い=設計されていない
※この対策として、
>商品設計時であれば
商品設計・設備設計・金型設計との協議に尽きる
お互いが了承できる妥協点を見極めて公差設計を行う
つまり
各部品組み立て時のつかみ・ホールド位置とその精度について
動作ばらつきと部品公差(良品領域)から導かれる不良発生率=Cp値を計算して
納得したうえで各設計を進める
>設備が生産に使用されている状況であれば
この段階では、商品設計&金型設計のミスをリカバーすることは困難
上述の不良発生率を商品技術や開発と金型設計に説明して、商品部品図面をマイナーチェンジしてもらうしかない
商品技術や開発も理詰めの説明であれば、自らに責任があることは自明なのでやらざるを得ない
間違っても、製造現場での改善を繰り返さないこと
突発的に改善できたとしても、それは単なる偶然で、
量産時のばらつき(部品ロット変更・部品キャビティ変更など)により、すぐに不良率は元に戻る
まとめ
これらの対策は
設備動作のばらつき・商品部品の公差設計を踏まえて
“組み立ての狙い値の明確化”
”組み立て工程の工程能力(Cp)評価”
を行い、
>商品設計時であれば
動作ばらつきと部品公差(良品領域)を加味して、不良発生率=Cp値を計算して
商品設計・設備設計・金型設計との協議にて
適切なクリアランスと商品部品公差と組み立て基準を設定する
>設備が生産に使用されている状況であれば
つかみ位置や位置決め位置など設備部品交換で対応できる場合もあるが
商品設計や金型設計が悪さをしている場合は、設備でリカバーすることはほぼ不可能
間違っても、製造現場での徒労な改善を繰り返さないこと
実際の生産不良率から逆算して、設備・部品・商品公差設計のどこに問題があるかを明確にして対策を練る
ということで、より効率的に不良発生を防ぐことが出来ます
次回は対策の根本となる
”動作ばらつきと部品公差(良品領域)を加味して、不良発生率=Cp値を計算”
これらをもう少し詳しく書いてみたいと思います
気に入ってくだされば幸いです。
それでは、また。
【ギフト用】糖度センサー選果 不知火 約3kg 8~9玉

通常価格
4,320
円 (税込)※商品価格以外に別途送料がかかります。
商品紹介
【家庭用】糖度センサー選果 不知火 約4kg 12~15玉

商品紹介
関連情報